

三门、陆丰、三澳、徐大堡多个核电工程最新建设进展
三门核电3号机组安全壳结构完整性和整体泄漏率试验完成3月29日0时58分,随着钢制安全壳内压力平稳降至大气压后24小时数据采集完成,三门核电3号机组安全壳结构完整性试验(SIT)和整体泄漏率试验(ILRT)宣告圆满完成,试验结果全部合格。安全壳是核电站防止放射性物质外泄的第三道关键屏障,其结构强度与密封性直接关系核电站运行安全。在新建机组投运前开展 SIT 和 ILRT 试验,是验证屏障是否可靠的核心环节。该试验通过向钢制安全壳内注入压缩...
2026-04-01

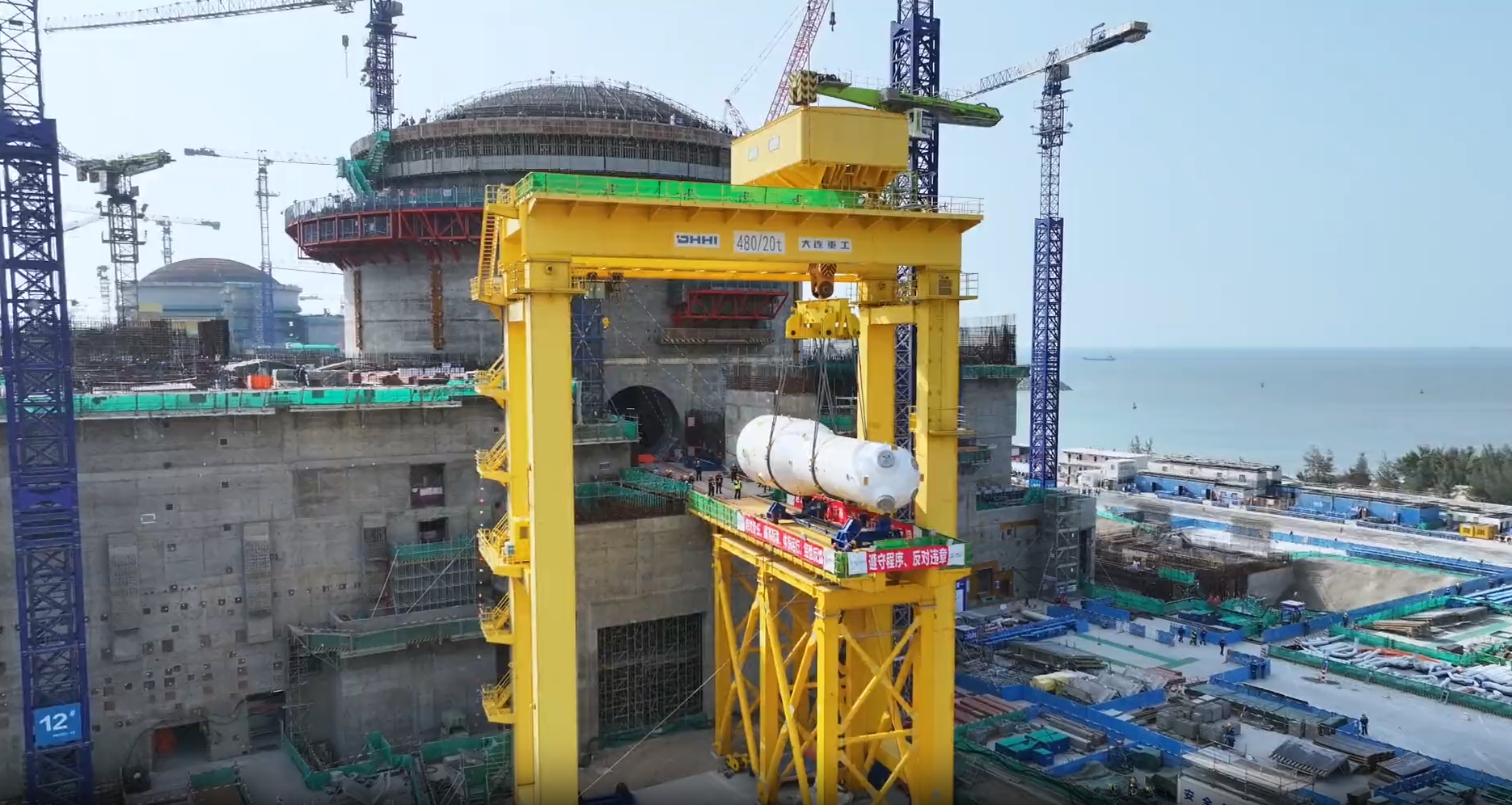
陆丰核电1号机组安注箱顺利吊装
陆丰核电1号机组成功完成了安注箱的吊装工作,标志着该机组工程建设取得又一重要里程碑。安注箱是核电站安全系统的核心设备之一,对保障反应堆安全至关重要。此次吊装工作在严格的安全措施和技术规范下进行,体现了项目团队精湛的技术水平和高度的责任意识。安注箱的顺利吊装为后续的调试和运行奠定了坚实的基础,也为陆丰核电1号机组的整体安全提供了有力保障。...
2026-03-30

中核二三副总经理施发永一行拜访陆丰核电
近日,中核二三副总经理施发永一行拜访陆丰核电有限公司董事长李乐晓,总经理乔丕业,围绕业务合作、技术协同及重点项目推进等进行深入交流。中核设计党委书记、总经理常海军,中核二三陆丰项目部总经理仲维光陪同交流。施发永介绍了中核二三在工程改造、设备管理、先进焊接、检测、数字化研发等方面的实践成果,对陆丰核电在高质量工程建造管理和创优方面取得的阶段性成效表示祝贺,并表达了将充分发挥自身技术优势,推动数字化、智能化手段在核...
2026-03-28

陆丰核电2号机组CA04模块顺利吊装就位
3月25日,由中核二三承建的陆丰核电2号机组CA04模块顺利吊装就位,标志着2号机组核岛主体结构施工取得关键性突破,为后续设备安装及整体工程高质量推进奠定了坚实基础。CA04 结构模块为反应堆堆腔/反应堆冷却剂疏排水箱结构模块,坐落于核岛安全壳厂房核心区域,整体呈正八边形对称结构,吊装总重约56吨,主要为核反应堆厂房压力容器提供结构支撑。为确保模块吊装作业万无一失,精准到位,陆丰核电项目部秉持严慎细实的理念,坚持超前谋划、精细管控,在...
2026-03-26

陆丰核电开启数字化监测数据管理新模式
2026年,中广核工程陆丰项目部大力推进数字化技术创新应用,在核电基坑监测领域率先实现监测数据不落地管理,以数字化技术赋能工程高质量建设,为核电安全监管树立新标杆。监测平台数据精确查询监测数据不落地并非复杂的技术概念,而是一套高效、严谨的数据管理流程。具体来说,现场人员通过专业设备采集工程监测数据后,借助专用传输软件跳过本地存储、人工中转等环节,直接通过5G专网、物联网技术实时推送至云端平台,数据从采集到入库全程自动化流...
2026-03-26

陆丰核电6号机组第二台蒸汽发生器开始吊装
2026年3月20日,陆丰核电项目建设现场迎来重要节点——6号机组的第二台蒸汽发生器正式开始吊装作业。蒸汽发生器是核电站核岛内最关键的主设备之一,其功能是将反应堆产生的热量传递给二回路,从而产生推动汽轮机发电的蒸汽。该设备的吊装就位,标志着机组核岛主设备安装工作进入了核心阶段。整个吊装过程对精度和安全要求极高。现场采用了大型起重设备,在工程团队的精细操作下,这台大型设备被平稳、精准地吊运至反应堆厂房的指定位置。此次吊...
2026-03-26

上海英致公司拜访陆丰核电、大亚湾核电与中广核工程
2026年3月17-20日,上海英致公司与7家技术合作伙伴先后拜访中广核陆丰核电有限公司(以下简称陆丰核电)、大亚湾核电运营管理有限责任公司(以下简称大亚湾核电)与中广核工程有限公司(以下简称中广核工程),携手先进技术走进用户单位,宣讲成熟应用场景和案例,为核电行业提供解决方案。陆丰核电技术对接会中广核工程技术对接会陆丰核电机、电、仪、设备管理、服务、技术部;大亚湾核电电气部;中广核工程智能核电项目部等部门领导专家陪同交流...
2026-03-24

陆丰核电站6号机组安全级DCS设备顺利发货
3月20日,经中广核工程现场见证,陆丰核电站6号机组首批安全级DCS设备顺利完成全部出厂前准备工作,正式达到发运标准。这一节点既标志着项目顺利完成高质量交付目标,落实了中国广核集团一台比一台好的建设要求,也为后续陆丰核电现场的安装调试工作打下了坚实基础。发运仪式上,项目负责人首先对陆丰核电站6号机组DCS项目的整体推进情况作了全面总结,回顾了项目攻坚的全过程、各关键节点的落地成效,以及六大控制目标的完成情况,全方位展示了项目...
2026-03-23

石岛湾、陆丰、白龙多个核电项目最新建设进展
石岛湾核电扩建工程1号机组环吊承轨梁及环轨模块顺利吊装就位3月17日9时38分,华能石岛湾核电扩建一期工程1号机组环吊承轨梁及环轨模块顺利吊装就位,为1号机组反应堆厂房后续环吊安装及穹顶吊装奠定坚实基础。本次吊装的组合模块是反应堆厂房环形起重机的核心承载结构,总重达155吨,其安装精度要求高、吊装落位难度大、高处作业安全风险大。为确保吊装万无一失,扩建一期工程团队紧密结合现场实际编制吊装专项施工方案,组织安装、土建、吊装...
2026-03-20

我国首台自主研发“华龙一号”主蒸汽释放隔离阀成功发运至广东陆丰核电站
国内首台完全自主研制的三代核电华龙一号主蒸汽释放隔离阀,于3月17日在大连大高阀门股份有限公司成功发运,启程运往广东陆丰核电站5号机组建设现场。该阀门是核电站安全运行的关键设备,承担余热排出、超压保护和系统隔离的核心功能,其成功交付标志着我国在核电高端核心装备领域实现了重大技术突破,打破了国外长期垄断。该设备由中广核工程有限公司与大连大高阀门股份有限公司联合研制,采用一体化设计,其创新的驱动结构可满足事故工况下的大...
2026-03-19
中核二三陆丰核电6号机组首台蒸汽发生器吊装成功
3月17日17时18分,中核二三承建的陆丰核电6号机组建设取得关键突破:首台蒸汽发生器顺利吊装就位,为后续核岛主关键路径施工奠定了坚实基础。蒸汽发生器是核岛主设备中单体最重、体积最大的核心设备,被誉为核电之肺。其核心作用是将反应堆产生的高温高压冷却剂热量传递给二回路工质以产生蒸汽,推动汽轮发电机发电;同时,它作为一、二回路的关键压力边界,是防止放射性物质外泄的重要屏障。为确保此次吊装安全可控、质量达标,陆丰核电项目部高度...
2026-03-18

中广核工程各在建核电项目进展
广东太平岭核电项目春来人勤,万象更新。随着太平岭项目1号机组于2月13日顺利实现首次并网,发出粤港澳大湾区首度华龙清洁电力,当前,惠州项目部全体同仁正积极开展1号机组投产前各项试验,并推进2号机组装料准备、3号机组核岛反应堆厂房土建施工等各项工作。浙江三澳核电项目春潮涌动,奋楫争先。在三澳项目建设大团队奋力攻坚下,三澳项目1号机组于3月12日顺利并网;2号机组3月13日顺利开始热试;3号机组3月10日完成首台预埋设备顺利引入,各项作...
2026-03-18

陆丰核电站6号机组安全级DCS系统通过出厂验收测试
3月10日,陆丰核电站6号机组安全级DCS系统圆满完成出厂验收测试(以下简称FAT),各项功能与性能指标全面达标,顺利通过验收。本次验收的圆满收官,为设备高质量交付迈出坚实一步,是落实集团一台比一台好要求和广利核公司双保战略的重要里程碑,为谱写十五五开局之年核电高质量新篇章贡献坚实力量。本次FAT活动自2月2日正式启动,历时37天,横跨春节假期,累计执行19个工作日,高效完成单体、集成、系统测试共计28项测试项及5项验收方自主测试项任务,全流...
2026-03-17

陆丰核电迎来“行走的党课” 汕尾市委党校开展一线实践教学
3月13日,汕尾市委党校组织该校和汕尾市有关单位青年教师和人才代表,到陆丰核电项目建设现场,开展行走的党课活动,走进汕尾重大产业项目建设一线,沉浸式感受产业发展脉搏,开展实地调研学习和现场实践教学研究。汕尾市委党校常务副校长刘佑利参加调研学习活动。调研学习团一行深入核电项目建设现场,了解了各机组建设进展,感受重大能源项目火热建设氛围,并到智慧能源科普体验中心,了解核电发电原理和核安全知识,详细听取了中广核在汕产业布局和取...
2026-03-17

三芯计划 | “安芯”试点启动,首场走进除盐水生产系统取样分析
为构建管理强芯、生产护芯、职能安芯三位一体的差异化人才培养体系,推进公司三芯计划顺利实施,以职能安芯推动管理赋能,3月11日下午,陆丰核电培训部联合技术部化学环保科,组织首批职能人员,深入除盐水生产系统开展取样分析试点体验活动。试点以走进现场、感知业务为切入点,技术部化学控制专业人员系统讲解除盐水生产流程、取样规范与安全要求。参与试点的职能人员在专业人员监护下,体验了规范取样,并在临时化学实验室体验了分析实验,通过开展...
2026-03-13
