


主管道作为核电厂的“大动脉”,连接着反应堆压力容器、蒸汽发生器和主冷却剂泵,流经高温、高压、放射性介质,是一回路反应堆冷却剂系统压力边界的重要组成部分,亦是保证核反应堆冷却系统安全稳定运行的关键。主管道焊接质量的优劣对核电站整体安装施工质量更是起着决定性的影响。
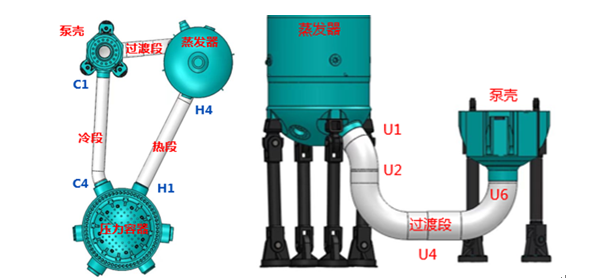
▲主管道焊接顺序
C4→C1,H1→H4,U4→U2、U6
漳州能源全面践行集团公司、中国核电“六大控制七个零”和“充分准备、一丝不苟、万无一失、一次成功”的工程建设全过程精细化管理理念,聚焦技术提升,以先进的技术手段融合标准化管理,探索出运用精细化管理理念提升主管道焊接施工和管理水平的成功路径。
提前谋划,识别主管道焊接管控要点
在主管道焊接开始前,主动识别主管道焊接管控重点,收集、筛选同行电厂主管道焊接相关的典型经验反馈,深入剖析制定92条行动项并纳入施工方案和《施工接口管理》程序中实施。
创新采用QC小组质量管理工具,识别发现以往核电项目主管道焊口不合格缺陷中的关键症结——“气孔缺陷”,优化背部充氩保护方式以便有效预防气孔生成。焊口组对结束后,在主管道内部安装充氩保护装置,形成封闭气室,并加设液氩气化装置和氧含量测量手段以确保氩气流量稳定。
加强培训,严把焊工岗前练习考核关
贯彻核电建设“安全第一、质量第一”的方针,加强施工承包商焊工队伍的日常培训及考核授权。一方面,推行标准化主管道焊接技术和安装培训教材,提升技术人员理论水平;另一方面,对主管道焊工进行上岗前的模拟强化练习,量身定制练习重点,每名焊工经过主管道焊接实操模拟考核、模拟试件的射线检测合格率达100%后方可授权进入现场施焊。

▲ 模拟考核
系统管理,强化主管道焊接全过程管控
传统的焊接质量管理重点在于现场焊接操作以及焊后验收两个环节,往往忽视了前期因素和相关环境因素。漳州能源在漳州核电项目主管道焊接过程中,遵循“从源头抓起、预防为主、全过程控制、系统管理”原则,通过参与乙供物项供方评价、焊材验收、方案审查、焊接工艺评定报告质量计划选点见证及报告审查等流程开展前端管控。同时实施焊接验收表单化管理,在焊接验收过程中要求以表格形式记录,严格落实标准规范对焊工资格、焊材管理、现场验收、文件审查等各方面的要求。
主管道焊接采用的是窄间隙自动化焊接技术,上一道焊缝成型质量对下一道焊接顺利进行起着至关重要的影响,漳州核电现场要求主管道每一道焊接完成后必须100%经过持VT2级质检人员仔细检查每道成型,提前消除可能影响因素。同时通过层间射线检测,提前发现缺欠并避免累积,确保焊接质量。
创新管理,探索信息化技术研究应用
主管道自动化焊接要求精度高,组对时间隙和错边要求极为严格,主管道吊装引入核岛后,受到空间制约,除过渡段以外的其他焊口难以在现场进行坡口再加工。为此,漳州核电项目探索开展三维测量和BIM模拟焊口组对的技术应用,通过在制造厂和车间进行坡口三维测量并应用BIM三维技术进行模拟组对,提前发现坡口尺寸偏差并及时在引入现场前消除,确保组对质量可靠。

▲ 三维测量
梅雨季节期间,核岛内壁回潮明显,焊接区域湿度增大,焊接质量管控面临极大影响。漳州核电项目多措并举,在控制区内加设加热器对焊缝进行烘干除湿,并在主管道焊接期间严控人员出入,以降低人员走动形成气流造成的温度波动;此外,在焊接控制区加设远程温湿度监控设备,实现了远程实时监控,确保焊接过程温湿度全程可控。
漳州能源以精细化管理理念为驱动,立足“工作有标准,过程有追溯,控制全方位”的施工管理逻辑,实施主管道焊接前期策划、过程实施、经验总结与优化的全过程精细化管理,稳步提高施工效率、管理效能,以漳州核电1号机组主管道焊接一次合格率达到100%的成绩交出满意答卷,为后续核电机组和其他核电站施工建设提供了可借鉴的管理提升方案。
免责声明:本网转载自合作媒体、机构或其他网站的信息,登载此文出于传递更多信息之目的,并不意味着赞同其观点或证实其内容的真实性。本网所有信息仅供参考,不做交易和服务的根据。本网内容如有侵权或其它问题请及时告之,本网将及时修改或删除。凡以任何方式登录本网站或直接、间接使用本网站资料者,视为自愿接受本网站声明的约束。
