

华能海南昌江核电二期工程项目3号机组主管道焊接顺利完成
昌江公司将坚定贯彻落实集团公司“乘势而上、主动作为、再攀新高”总要求,紧紧围绕核电公司“145-4”攻坚目标,坚持“安全第一,质量第一”的原则,秉承“三色使命,万无一失”的核安全理念,稳步推进项目安全高质量建设,以项目建设成效助力海南自由贸易港高质量建设,为华能核电产业规模化发展、集团公司加快建设世界一流企业贡献昌核力量。
2024-05-07

徐大堡核电厂3号机组主管道焊接控制点检查和释放工作顺利完成
生态环境部东北核与辐射安全监督站(以下简称东北监督站)近期组织开展了徐大堡核电厂3号机组主管道焊接控制点检查和释放工作。华北核与辐射安全监督站、华东核与辐射安全监督站、生态环境部核与辐射安全中心,中机生产力促进中心有关专家人员参加现场检查。
2024-03-21
徐大堡核电3号机组主管道焊接正式开始
3月10日,由中核二三承建的徐大堡核电3号机组首个主管道焊口正式起弧焊接,标志着3号机组主管道焊接正式开始,核岛厂房主系统安装工作全面进入施工高峰期。
2024-03-11

三澳核电项目1号机组主管道焊接完成
2月29日18点08分,三澳核电项目1号机主管道的最后一道焊口完成焊接,标志着始于2023年10月16日,历时137天的主管道焊接工作高质量完成,为后续三澳核电项目1号机组核回路冲洗和机组冷试奠定了坚实基础。
2024-03-01

太平岭核电厂2号机组主管道焊接控制点释放
2023年12月26日,经生态环境部华南核与辐射安全监督站副处长、太平岭监督组组长周剑波和惠州核电党委委员、副总经理乔丕业签字确认,广东太平岭核电厂2号机组主管道焊接控制点获准释放。
2023-12-29
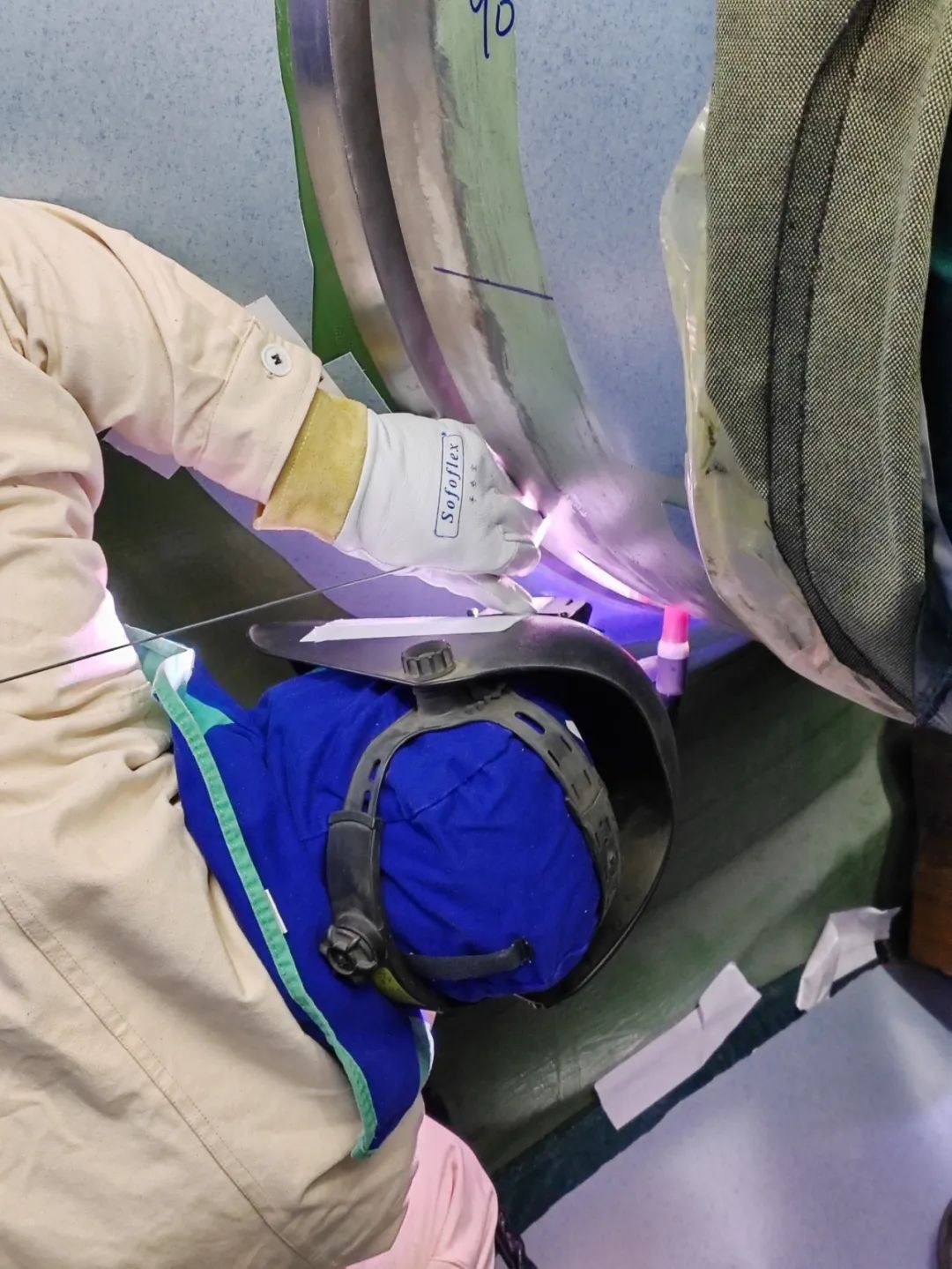
田湾核电7号机组主管道焊接正式开始
12月5日,中核二三承建的田湾核电7号机组首个主管道焊口正式起弧焊接,标志着7号机组主管道焊接正式开始,核岛厂房主系统安装工作全面进入高峰期。
2023-12-06

海南昌江核电3号机组主管道焊接正式开启
2023年10月19日9时6分,海南昌江核电基地3号机组反应堆冷却剂系统主管道正式开始焊接,提前二级里程碑76天,标志着3号机组核岛厂房主系统安装工作已全面进入安装高峰期,为后续核回路冲洗奠定了基础。
2023-10-20

三澳核电项目1号机组核岛主管道焊接控制点释放
10月16日,三澳核电项目1号机组核岛主管道焊接控制点释放会议在BXH-A-119会议室召开,生态环境部华东核与辐射安全监督站核设施监督二处(以下简称“华东监督站核设施监督二处”),苍南公司党委委员、副总经理刘健一出席会议。
2023-10-19

孟加拉卢普尔(Rooppur)核电站2号机组主循环管道焊接完成
孟加拉国在建的卢普尔(Rooppur)核电站2号机组的主循环管道的焊接工作已经完成。Rosatom的工程部(ASE)说,花了60天时间对28个焊接点的珍珠岩部分进行对接、焊接和热处理。又花了6天时间完成洋葱头不锈钢浮筒,这将保护管道不受侵蚀性环境的影响。
2023-02-09
聚焦技术提升,漳州核电1号机组主管道焊接实现一次合格率100%
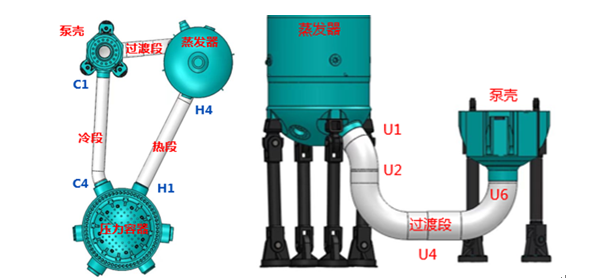
主管道作为核电厂的“大动脉”,连接着反应堆压力容器、蒸汽发生器和主冷却剂泵,流经高温、高压、放射性介质,是一回路反应堆冷却剂系统压力边界的重要组成部分,亦是保证核反应堆冷却系统安全稳定运行的关键。主管道焊接质量的优劣对核电站整体安装施工质量更是起着决定性的影响。
2022-07-29

田湾5、6号机组核岛管道焊接工程荣获 2021年度优秀焊接工程一等奖
在中国工程建设焊接协会“2021年度强化全面焊接质量管理,创建优秀焊接工程”活动中,由中核工程总承包的田湾5、6号机组核岛管道焊接工程荣获2021年度优秀焊接工程一等奖。
2021-12-28

获批!漳州核电1号机组主管道焊接正式启动
12月6日,由中国核动力研究设计院研发、设计的华龙一号批量化首堆示范工程——漳州核电1号机组又传来好消息。主管道首道焊口焊接控制点获得生态环境部华东核与辐射安全监督站批准释放,主管道焊接工作正式启动。
2021-12-08

华东监督站开展漳州核电厂1号机组主管道焊接前核安全监督检查
近日,生态环境部华东核与辐射安全监督站(以下简称华东监督站)组织开展了漳州核电厂1号机组主管道焊接前核安全检查。在检查开始前,华东监督站积极将监督与服务相结合,多次与营运单位沟通,全面了解现场工程进展,确定检查安排。
2021-12-03

电建核电公司完成核电站主管道焊接重大科技攻关项目
日前,由电建核电公司攻关的核电站主管道窄间隙自动焊科技攻关项目顺利通过了集团公司的全面验收和鉴定,成果技术水平达到了国际领先水平。这个科技攻关项目的完成,标志着我国在核电站主管道焊接技术方面打破了国外设备厂商在此领域的垄断,对提升核电建设国产化水平做出了重要贡献,符合国家核电发展的总体战略规划。 核电主管道窄间隙自动焊焊接工艺研发既是集团公司重点科技项目,也是山东省重点科技攻关项目的重要部分。该项目研究...
2019-10-15

华龙一号福清核电6号机组主管道焊接完成
6月24日,随着最后一道焊口焊接完成,开始于1月14日的福清核电6号机组主管道焊接工作顺利完成,工期162天,比福清5号机组缩短41天,创造了福清核电6个机组的最短施工记录,为后续华龙一号核电厂主管道焊接工作建立了标杆。 核岛主管道连接着反应堆压力容器、蒸汽发生器和主冷却剂泵,是一回路反应堆冷却剂系统压力边界的重要组成部分,由三个环路组成,每个环路由热段、冷段及过渡段组成,是压水堆核电站的核安全一级设备,运行时长期承受反应堆冷...
2019-06-26
